
We able to provide continuous weighing and/or batching systems for bulk powdery solids for all industrial sectors.
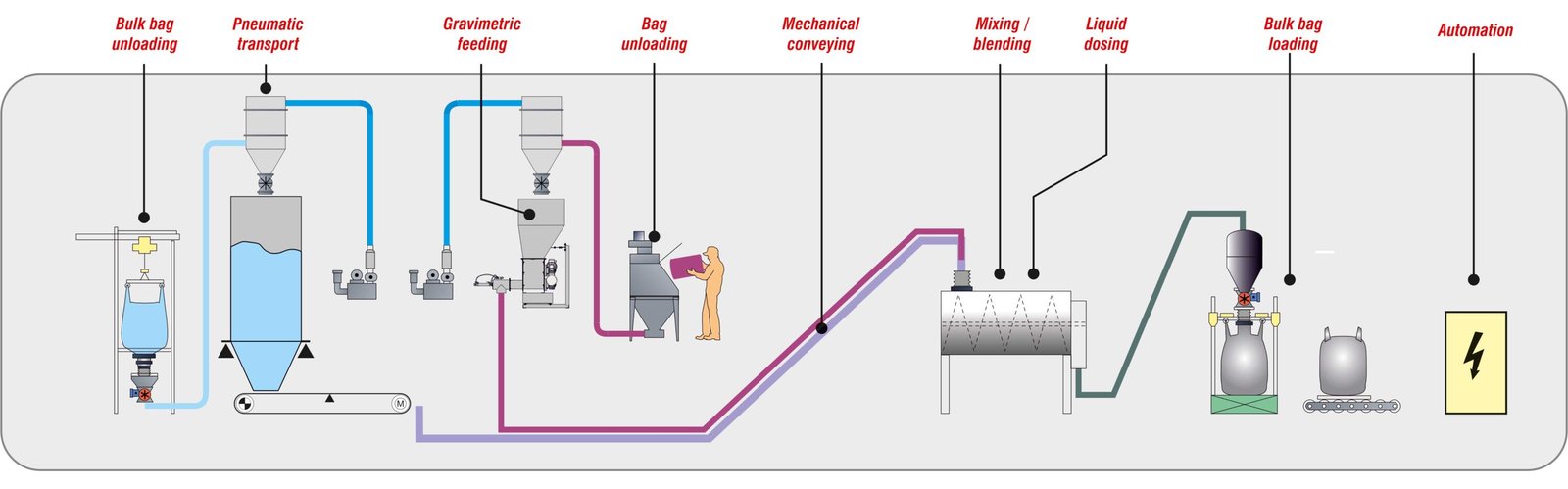
We design and produce equipment and systems that discharge, transport, fill, weigh, mix, deliver and feed bulk dry powders, from silica sand to flour. Our experience in creating weighing solutions gives us the expertise to design customised systems that can transport bulk materials located inside or outside and direct them to storage silos, then weigh, mix and feed them to packing lines or extruders. A full line of highly efficient, reliable equipment with installations that range from carbon steel with industrial finishing through to food-grade stainless steel.
Discover how our full line of machines and systems can improve the overall efficiency, reliability and quality of your process with solutions for handling bulk dry materials.
Our range of machines for plants
- Big bag discharging systems
- Manual bag discharging stations
- Volumetric conveyors
- Pneumatic transport systems
- Gravimetric feeders
- Mixers / Stirrers
- Silos / Reserve Storages
We can customise existing automated control and processing systems so that our handling, weighing and treatment equipment can be integrated. We can evaluate and test your materials in our test plant, provide engineering studies and recommend the best solution possible for solving the problem of mass handling efficiently, economically and quickly.
Products related to Plants

Key benefits of plant engineering for industries:
Optimized Facility Design: Plant engineers design facilities with layouts that minimize material handling, reduce bottlenecks, and optimize workflow. Well-designed layouts lead to smoother operations and improved resource utilization.
Efficient Equipment Selection: Plant engineers select equipment and machinery based on the specific needs of the industry, considering factors like capacity, energy efficiency, and compatibility with other systems. This leads to higher productivity and cost savings.
Process Improvement: Through continuous analysis and optimization of processes, plant engineers identify areas for improvement, streamline workflows, and eliminate inefficiencies, leading to reduced production costs and increased throughput.
Risk Mitigation: Safety is a paramount concern in industries. Plant engineering ensures that facilities are designed with safety in mind, incorporating measures to prevent accidents, protect workers, and comply with regulatory standards.
Lifecycle Management: Plant engineers oversee the entire lifecycle of industrial assets, from design and installation to maintenance and decommissioning. Proper maintenance schedules extend equipment life, reduce downtime, and ensure consistent performance.
Automation and Technology Integration: Plant engineers implement automation and technology solutions, such as SCADA (Supervisory Control and Data Acquisition) systems, IoT (Internet of Things) devices, and robotics, to enhance control, data collection, and efficiency.
Energy Efficiency: Energy costs are a significant factor for industries. Plant engineering focuses on optimizing energy consumption through efficient equipment selection, process improvements, and the integration of energy-saving technologies.
Environmental Compliance: Industries must adhere to environmental regulations. Plant engineering ensures that facilities are designed and operated in ways that minimize environmental impact and meet compliance requirements.
Quality Control: Plant engineers implement quality control measures to maintain product consistency and reliability. This includes designing processes that reduce variability and implementing testing and inspection protocols.
Customization: Different industries have unique requirements. Plant engineering tailors solutions to specific industry needs, ensuring that facilities and processes align with industry standards and best practices.
Flexibility and Scalability: Plant engineers design facilities and systems with flexibility in mind, allowing for future expansions or modifications as industry demands change.
Resource Allocation: Efficient resource allocation is crucial. Plant engineering ensures that resources, such as raw materials, labor, and energy, are used optimally to achieve production targets and minimize waste.
Cost Savings: Ultimately, the streamlined processes, optimized layouts, reduced downtime, and energy savings resulting from effective plant engineering lead to significant cost savings for industries.
Competitive Advantage: Industries that invest in plant engineering gain a competitive edge by operating more efficiently, producing higher-quality products, and responding more effectively to market demands.
Innovation: Plant engineers constantly explore innovative technologies and approaches to improve industry operations, foster growth, and keep up with advancements.
In summary, plant engineering provides industries with the tools and expertise needed to create efficient, safe, and adaptable facilities and processes. By optimizing operations, reducing costs, and enhancing product quality, plant engineering contributes to the overall success and sustainability of various industries.